|
Условный диаметр прохода верхнего фланца, мм
|
Рабочее давление, МПа
|
Условный диаметр обсадных труб, на которые устанавливается колонная головка, мм
|
Условный диаметр об — сад — ных труб, закрепляемых в трубодержате— ле, мм
|
|
180 230 280 350 425 (480) 540 680
|
14; 21; 35 14; 21; 35 14; 21; 35 14; 21; 35 14; 21; 35 35 14; 21 7; 14; 21
|
От 168 до 194 От 219 до 245 От 219 до 273 От 299 до 351 От 377 до 426 От 406 до 473 От 473 до 530 От 560 до 720
|
От 114 до 127 От 114 до 146 От 114 до 194 От 114 до 273 От 194 до 340 От 219 до 377 От 273 до 426 От 406 до 630
|
Основные параметры двухфланцевых колонных головок
Таблица 9.2
|
Верхний фланец
|
Нижний фланец
|
|
Условный диаметр прохода, мм
|
Рабочее давление, МПа
|
Условный диаметр прохода, мм
|
Рабочее давление, МПа
|
Условный диаметр труб, закрепляемых в трубодержа — теле, мм
|
|
280
|
14; 21
|
280 350 425
|
14; 21 14; 21 14; 21
|
От 114 до 140 От 114 до 194 От 114 до 194
|
|
35
|
280 350 425
|
21; 35 21; 35 21; 35
|
От 114 до 140 От 114 до 194 От 114 до 194
|
|
70
|
280 350 425
|
35; 70 35; 70 35
|
От 114 до 127 От 114 до 178 От 114 до 194
|
|
105 140
|
280 350 425 280 350
|
70; 105 70; 105 70 105; 140 105
|
От 114 до 127 От 114 до 168 От 114 до 194 От 114 до 127 От 114 до 168
|
|
350 425
|
21
|
350 425 540
|
14; 21 14; 21 14; 21
|
От 127 до 194 От 140 до 245 От 140 до 245
|
|
35
|
350 425 540
|
35 21 21
|
От 127 до 178 От 140 до 245 От 140 до 245
|
|
70; 105
|
350 425 540
|
70; 105 35; 70 35
|
От 140 до 178 От 140 до 194 От 140 до 245
|
|
21
|
540 680
|
14; 35 14
|
От 194 до 340 От 194 до 324
|
|
35
|
540
|
35
|
От 194 до 324
|
|
70
|
540
|
35
|
От 194 до 299
|
|
480
|
35
|
540 680
|
21 21
|
От 219 до 340 От 219 до 377
|
|
70
|
540
|
35
|
От 219 до 340
|
|
540 680
|
21
|
680
|
14
|
От 273 до 426
|
|
35
|
680
|
21
|
От 273 до 426
|
|
14; 21
|
760
|
14
|
От 340 до 530
|
|
|
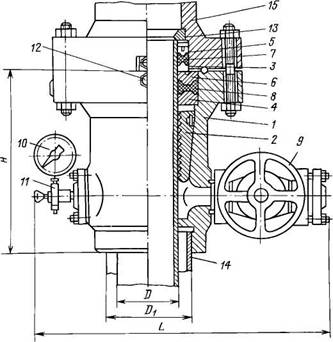
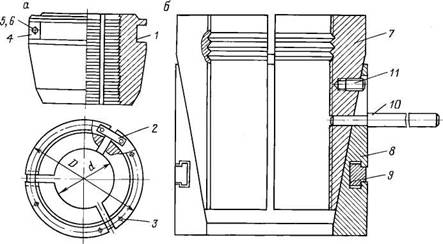
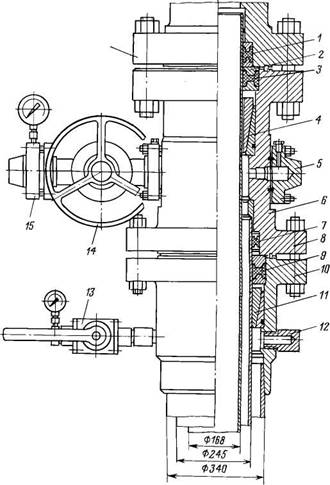
Рис. 9.2. Однофланцевая колонная головка типа ОКК1 конструкции ВНИИнефтемаша:
1 — корпус; 2 — клиньевой трубодержатель; 3, 4 — кольцо уплотнительное опорное; 5, 6 — кольцо уплотнительное нажимное; 7,8- уплотнитель; 9 — задвижка; 10 — манометр; 11 — вентиль; 12 — клапан нагнетательный; 13 — втулка направляющая; 14 — направление (кондуктор); 15 — фонтанная арматура
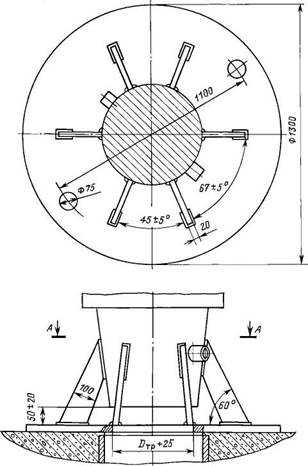
Рис. 9.3. Схема укрепления нижней части однофланцевой колонной головки опорной плитой ВНИИнефтемаша
А-А
|
15
Сегмент плавающий сегмента)
|
|
Сегмент плавающий (4 сегмента)
|
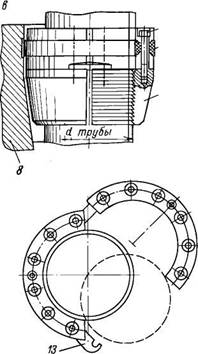
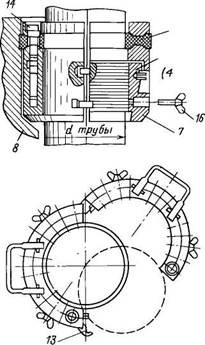
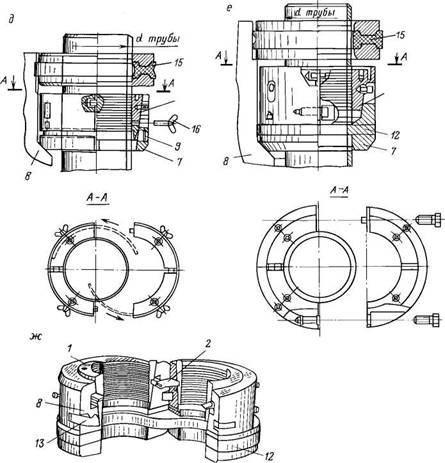
Рис. 9.4. Клиньевые трубодержатели колонных головок:
а — бескорпусный конструкции ВНИИнефтемаша; 6 — сборный конструкции ЦКБ "Титан"; в, г, д, е — I, II, III и IV типа соответственно конструкции Воронежского мехзавода; ж — конструкции ОАО "ФМС —Сибнефтегазмаш" с принудительной распакеровкои; 1 — клин; 2 — сухарь; 3 — болт; 4, 5 — воротник; 6 — гайка; 7 — корпус подвески; 8 — корпус колонной головки; 9 — полукольцо; 10 — ручка; 11 — винт ограничительный; 12 — уплотнитель трубодержателя; 13 — защелка; 14 — болт распакеровки; 15 — пакер; 16 — фиксатор клина
|
Сегмент плавающий (4 сегмента)
|
|
Сегмент плавающий 14 сегмента)
|
Фланцевые соединения колонных головок соответствуют требованиям ГОСТ 28919-91 и обеспечивают соединение между собой, установку блока превенторов противовыбросового оборудования или фонтанной арматуры без дополнительных переходных деталей.
При бурении скважин с двухколонной конструкцией используется однофланцевая колонная головка, которая присоединяется к кондуктору с помощью муфтовой или ниппельной резьбы обсадных труб по ГОСТ 632-80. Общий вид однофланцевой колонной головки типа ОКК1 конструкции ВНИИнефтемаша приведен на рис. 9.2.
В случаях, когда устье скважины располагается в слабых или склонных к просадке грунтах, во избежание изгиба устьевой части обсадной колонны под действием сжимающей нагрузки, нижняя часть колонной го — ловки укрепляется стальной плитой с откосами (рис. 9.3).
Боковые отводы колонной головки должны быть оборудованы фланцевыми соединениями по ГОСТ 28919-91 на рабочее давление, соответствующее рабочему давлению верхнего фланца. При давлении до 14 МПа допускается использование резьбового соединения насосно —компрессорных труб диаметром 60,3 мм
по ГОСТ 633-80.
в







 2/1
2/1
Рис. 9.5. Пакер колонных головок:
1 — уплотнитель; 2 — кольцо уплотнительное (опорное); 3 — кольцо уплотнительное (нажимное)
Для закрепления в корпусе колонной головки верхней части обсадной колонны используется клиновой (без резьбы) или муфтовый (с резьбами) трубодержатель (подвеска). Наиболее распространены клиновые трубо — держатели, показанные на рис. 9.4. Грузоподъемность клинового трубо — держателя должна быть не менее значений, приведенных в табл. 9.3.
Таблица 9.3 Максимальная грузоподъемность трубодержателя колонной головки
|
Условный диаметр
|
Осевая нагрузка,
|
тс
|
|
колонной головки, мм
|
для ОКК2
|
для ОККЗ
|
для ОКК4
|
|
140
|
200
|
260
|
260
|
|
168
|
200
|
260
|
260
|
|
178
|
200
|
200
|
_
|
|
194
|
200
|
_
|
_
|
|
219
|
_
|
250
|
300
|
|
245
|
250
|
310
|
300
|
|
273
|
250
|
300
|
300
|
|
299
|
200
|
250
|
150
|
|
324
|
200
|
260
|
150
|
|
340
|
_
|
260
|
200
|
|
426
|
_
|
_
|
200
|
|
508
|
—
|
—
|
200
|
|
Примечание. Продолжительность испытания — 3 мин.
|
Герметизация межколонного пространства и фланцевого соединения осуществляется с помощью верхнего и нижнего пакеров из эластомеров или уплотнений различной конструкции. Наибольшее распространение получила конструкция пакера, приведенная на рис. 9.5. Основные размеры таких пакеров приведены в табл. 9.4. Для размещения пакеров в колонных головках предусмотрены проточки, диаметры которых приведены в табл. 9.5 и 9.6. Межпакерное пространство заполняется уплотнительным составом типа ЛЗ-162 по ТУ 38-101315-77 или Арматол-238 по ТУ 38—101812— 83 через специальное отверстие в нижнем фланце и опрессовывается на расчетное давление, определяемое из условия предупреждения смятия верхней обсадной трубы, но не выше рабочего давления фланцев.
Таблица 9.4
Основные характеристики пакеров колонных головок
|
Шифр
|
Обозначе —
|
Основные размеры, мм
|
Масса,
|
|
пакера
|
ние
|
D
|
А
|
|
D3
|
D4
|
D5
|
D&
|
D7
|
кг
|
|
У-140×230 У-140×280 У-146×230 У-146×280
|
ОКК.00.003-00 -01 -02 -03
|
236 292 236 292
|
230 285 230 285
|
140 146
|
134 140
|
146 152
|
156 162
|
214 270 214 270
|
224 280 224 280
|
2,0 3,5 1,2 1,8
|
Продолжение табл. 9.4
|
Шифр
|
Обозначе —
|
Основные размеры, мм
|
Масса,
|
|
пакера
|
ние
|
D
|
А
|
D2
|
|
D4
|
|
D6
|
D-j
|
кг
|
|
У-168×230
|
-04
|
236
|
230
|
168
|
162
|
174
|
184
|
214
|
224
|
0,9
|
|
У-168×280
|
-05
|
292
|
280
|
|
|
|
|
270
|
280
|
1,5
|
|
У-178×230
|
-06
|
236
|
230
|
178
|
172
|
184
|
194
|
214
|
224
|
0,8
|
|
У-178×280
|
-07
|
292
|
285
|
|
|
|
|
270
|
280
|
1,5
|
|
У-219×280
|
-08
|
|
|
219
|
213
|
225
|
235
|
270
|
280
|
2,1
|
|
У-219×350
|
-09
|
356
|
350
|
|
|
|
|
334
|
344
|
4,4
|
|
У-245×350
|
-12
|
356
|
350
|
245
|
239
|
251
|
261
|
334
|
344
|
3,8
|
|
У-273×350
|
-13
|
356
|
350
|
273
|
267
|
279
|
289
|
334
|
344
|
3,5
|
|
У-273×425
|
-14
|
356
|
350
|
273
|
267
|
279
|
289
|
409
|
419
|
8,1
|
|
У-299×390
|
-15
|
396
|
390
|
299
|
293
|
305
|
315
|
374
|
384
|
4,3
|
|
У-299×425
|
-16
|
431
|
425
|
|
|
|
|
409
|
419
|
7,0
|
|
У-324×390
|
-17
|
396
|
390
|
324
|
318
|
330
|
340
|
374
|
384
|
3,0
|
|
У-324×425
|
-18
|
431
|
425
|
|
|
|
|
409
|
419
|
5,7
|
|
Примечание. D — максимальный диаметр уплотнителя; Di
|
— номинальный наружный
|
|
диаметр; D2
|
— номинальный внутренний диаметр;
|
Z>3 — минимальный
|
внутренний диаметр;
|
|
D4 и Dj — минимальный и максимальный
|
щаметры основании
|
опорных колец; D$
|
и D6 —
|
|
максимальный и минимальный диаметры вершины
|
опорных колец.
|
|
|
|
Таблица 9.5
Диаметры расточки верхнего фланца
|
Условный диаметр прохода Dy, мм
|
Рабочее давление, МПа
|
Наибольший диаметр расточки фланца Di, мм
|
Мак —
сималь———-
ный на
ружный
диаметр
трубо —
держателя
D2, мм
|
|
180 230
|
14; 21; 35 14; 21; 35; 70
|
181,8 229,4
|
178,05 226,90
|
|
280 14; 21; 35 70; 105; 140
|
280,2
|
277,32
|
|
350
|
14; 21; 35; 70; 105
|
346,9
|
343,48
|
|
425
|
14; 21; 35; 70
|
426,2
|
422,28
|
|
480
527
|
35; 70 21
|
477,0 527,8
|
473,08 523,88
|
|
540 680 760
|
14; 35 14; 21 14
|
540,5 680,2 762,8
|
536,58 676,28 758,88
|
Таблица 9.6 Диаметры расточки нижнего фланца
|
Условный диаметр прохода Dy, мм
|
Рабочее давление, МПа
|
Макси — мальный диаметр расточки D3, мм
|
|
280
350 425
480 527 540
|
14; 21 35 70; 105; (140) 14; 21 35; 70; (105) 14; 21 35; 70 35; 70 (21) 14; 21; (35) (14; 21) (14)
|
242,8 231,8 217,5 296,9 283,5 354,0 346,1 425,5 431,8 443,0 558,8 635
|
|
680 760
|
Рис. 9.6. Оборудование обвязки обсадных колонн типа ОКК2:
а — ЦКБ "Титан"; 6 — Воронежского мехзавода; 1, 3, 7, 9 — уплотнители; 2, 8 — кольцевая прокладка; 4, 11 — подвеска клиньевая; 5 — фланец глухой; б -корпус двухфланцевый; 10 — корпус однофланцевый; 12 — заглушка; 13 — кран запорный; 14 — задвижка; 15 — фланец инструментальный
При бурении скважин с многоколонной конструкцией (количество колонн более двух) используется оборудование обвязки обсадных колонн, состоящее из однофланцевой и двухфланцевых колонных головок.
Ведущие заводы — изготовители устьевого оборудования поставляют колонные головки, в которых клиновые трубодержатели совмещены с верхним пакером. Распакеровка в них может происходить автоматически под действием веса обсадной колонны или принудительно путем ввинчивания специальных болтов (см. рис. 9.4, в и др.).
Установлена система обозначения оборудования обвязки обсадных колонн с клиновым трубодержателем. Например, ОКК1— 21 — 168×245 обозначает: О — оборудование; К — колонны обсадных труб; К — с клиновым трубодержателем; 1 — ко — личество корпусов колонных головок; 21 — рабочее давление верхнего фланца, МПа; 168×245 — диаметры обсадных колонн, мм, по ГОСТ 632—80.
Двухкорпусное оборудование устья скважины на рабочее давление 35 МПа для обвязки обсадных колонн диаметром 168, 245 и 324 мм в обычном исполнении обозначается шифром ОКК2-35-168х245х324.
То же в коррозионноОстойком исполнении типа К2 имеет шифр ОКК2-35-168х245х324К2.
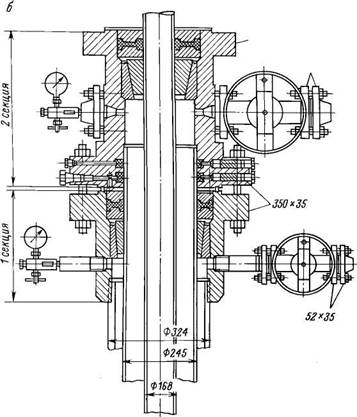
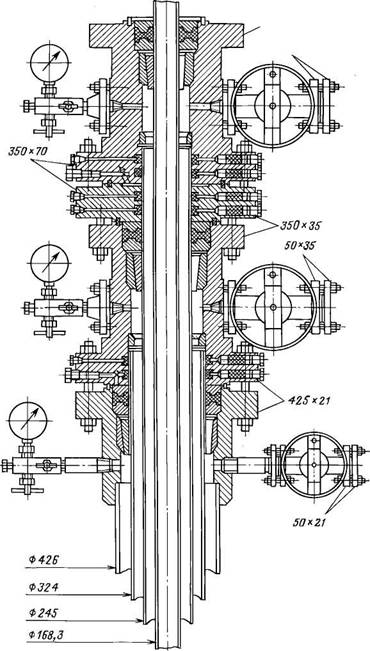
Трехкорпусное оборудование устья скважины на рабочее давление 70 МПа для обвязки обсадных колонн диаметром 168, 245, 324 и 426 мм в коррозионно-стойком исполнении типа КЗ (рис. 9.7) обозначается шифром ОККЗ—70— 168х245х324х426КЗ и изготовляется на Воронежском механическом заводе.
Основные характеристики оборудования устья скважин типа ОКК на рабочее давление 21 и 35 МПа по ТУ 26-02-1146-93 для обвязки обсадных колонн по ГОСТ 632 — 80 приведены в табл. 9.7. По этим же Техническим условиям изготавливает устьевое оборудование ряд заводов: ПО "Севмашпредприятие (г. Северодвинск), Электромеханический завод "Буревестник" (г. Гатчина Ленинградской области), ОАО "Станкомаш" (г. Челябинск). Ниже приведены перечни типоразмеров устьевого оборудования, выпускаемого ОАО "Станкомаш" и Чеховским заводом энергетического машиностроения.
Таблица 9.7
Основные технические характеристики оборудования устья скважин типов ОКК1,
ОКК2 и ОККЗ на давление 21 и 35 МПа по ТУ 26-02-1146-93 конструкции ВНИИнефтемаша
|
Тип обо —
ру—
дова — ния
|
Типоразмер оборудования
|
Давление в секции, МПа
|
Макси — мальная темпе — ратура скваж — среды, "С
|
Ориентировочная масса, кг
|
|
ниж — ней
|
средней
|
верхней
|
|
ОКК1
|
ОКК1-21-140×219 ОКК1 -21-140×245 ОКК1-21-140×273 ОКК1-21-146×219 ОКК1-21-146×245 ОКК1-21-146×273 ОКК1-21-168×245 ОКК1-21-168×273
|
|
|
|
100
|
560
|
|
ОКК1-35-140×219 ОКК1-35-140×245
|
35 35
|
—
|
—
|
630
|
Рис. 9.7. Оборудование обвязки обсадных колонн типа ОККЗ-70-168x245x324x426 КЗ на рабочее давление 70 МПа в коррозионностойком исполнении Воронежского механического завода
Продолжение табл. 9.7
|
|
|
Давление в секции, МПа
|
Макси —
|
|
|
Тип
|
|
|
|
|
мальная темпе —
|
Ориен —
|
|
обо —
ру-
дова — ния
|
Типоразмер оборудования
|
ниж — ней
|
средней
|
верхней
|
ра —тура скваж — среды, "С
|
тиро — воч — ная масса, кг
|
|
|
ОКК1-35-140×273
|
35
|
_
|
_
|
|
|
|
|
ОКК1-35-146×219
|
35
|
_
|
_
|
|
|
|
|
ОКК1-35-146×245
|
35
|
_
|
_
|
|
|
|
|
ОКК1-35-146×273
|
35
|
_
|
_
|
|
|
|
|
ОКК1-35-168×245
|
35
|
_
|
_
|
|
|
|
|
ОКК1-35-168×273
|
35
|
—
|
—
|
|
|
|
ОКК2
|
ОКК2-21-140x219x299
|
21
|
_
|
21
|
120
|
1230
|
|
|
ОКК2-21-146x219x299
|
21
|
_
|
21
|
|
1210
|
|
|
ОКК2 — 21-168x245x324
|
21
|
_
|
21
|
|
1150
|
|
|
ОКК2 — 21-178x245x324
|
21
|
_
|
21
|
|
ИЗО
|
|
|
ОКК2-35-140x219x299
|
21
|
_
|
35
|
|
1770
|
|
|
ОКК2-35-140x219x324
|
21
|
—
|
35
|
|
1750
|
|
|
ОКК2-35-140x219x351
|
21
|
_
|
35
|
|
2050
|
|
|
ОКК2-35-140x219x377
|
21
|
_
|
35
|
|
2030
|
|
|
ОКК2-35-140x219x426
|
21
|
_
|
35
|
|
2010
|
|
|
ОКК2 — 35-140x245x324
|
21
|
_
|
35
|
|
1630
|
|
|
ОКК2 — 35-140x245x377
|
21
|
—
|
35
|
|
1950
|
|
|
ОКК2 — 35-140x245x426
|
21
|
_
|
35
|
|
1930
|
|
|
ОКК2 — 35-140x273x377
|
21
|
_
|
35
|
|
1900
|
|
|
ОКК2 — 35-140x273x426
|
21
|
_
|
35
|
|
1880
|
|
|
ОКК2 -35-146x219x299
|
21
|
_
|
35
|
|
1780
|
|
|
ОКК2-35-146x219x324
|
21
|
_
|
35
|
|
1750
|
|
|
ОКК2 — 35-146x245x324
|
21
|
_
|
35
|
|
1680
|
|
|
ОКК2 — 35-146x245x340
|
21
|
_
|
35
|
|
1650
|
|
|
ОКК2 — 35-146x245x377
|
21
|
—
|
35
|
|
1950
|
|
|
ОКК2 — 35-146x245x426
|
21
|
_
|
35
|
|
1930
|
|
|
ОКК2 — 35-168x245x324
|
21
|
_
|
35
|
|
1600
|
|
|
ОКК2 — 35-168x245x340
|
21
|
_
|
35
|
|
1580
|
|
|
ОКК2 — 35-168x245x377
|
21
|
_
|
35
|
|
1950
|
|
|
ОКК2 — 35-168x245x426
|
21
|
_
|
35
|
|
1930
|
|
|
ОКК2 — 35-168x273x377
|
21
|
_
|
35
|
|
1800
|
|
|
ОКК2 — 35-168x273x426
|
21
|
—
|
35
|
|
1780
|
|
ОККЗ
|
ОККЗ-35-140x219x299x426
|
21
|
35
|
35
|
120
|
2800
|
|
|
ОККЗ-35-140x219x324x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-140x245x324x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-146x245x324x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-146x245x340x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-168x245x324x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-168x245x340x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-168x273x340x426
|
21
|
35
|
35
|
|
2700
|
|
|
ОККЗ — 35-178x245x324x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-178x245x340x426
|
21
|
35
|
35
|
|
|
|
|
ОККЗ — 35-178x273x340x426
|
21
|
35
|
35
|
|
|
Перечень устьевого оборудования, выпускаемого Челябинским ОАО "Станкомаш"
1.ОКК1 -21-146/168×245 6. ОКК1 -21-140/146/168×219/245 К1
2.ОКК2-21-140x245x324 7. ОКК2-21-146/168х219/245х324 К1
3.ОКК2-21-146/168×245 8. ОКК1-35-146/168×219/245 К1
4.ОКК1-35-146/168×245 9. ОКК2-35-146/168х219/245х324 К1
5.ОКК2-35-140х219/245х324
Перечень типоразмеров устьевого оборудования, выпускаемого Чеховским заводом энергетического машиностроения
1.ОКК1-21-146×245
2.ОКК1-21-168×245
3.ОКК1-35-168×245
4.ОКК2-35-140х219х299
5.ОКК2-35-140х219х324
6.ОКК2-35-140x245x299
7.ОКК2- 35-140x245x324
8.ОКК2-35-146х219х299
9.ОКК2-35-146х219х324
10. ОКК2-35 -146x245x299
И. ОКК2-35-146x245x324
12.ОКК2-35-168x245x299
13.ОКК2-35-168x245x324
14.ОКК2-35-178x245x299
15.ОКК2-35-178x245x324
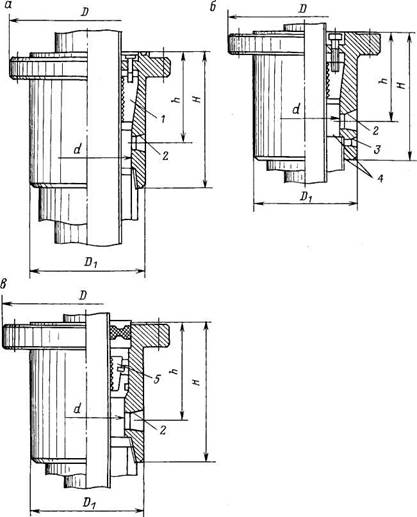
Рис. 9.8. Однофланцевые колонные головки Воронежского механического завода:
а — типа 1а; 6 — типа 16; в — типа 2
Из колонных головок Воронежского механического завода (табл. 9.8, 9.9, рис. 9.8, 9.9) по заказам потребителей собирают комплекты оборудования обвязки обсадных колонн. Отличительной особенностью колонных головок этого завода является то, что они изготавливаются в соответствии с требованиями стандарта API 6А (17 —я редакция) с тремя уровнями контроля качества — PSL1, PSL2 и PSL3. Колонные головки комплектуются задвижками (см. табл. 8.15), клиновыми трубодер — жателями и уплотнителями (см. рис. 9.4, в, г, д, е). При изготовлении деталей из поковки, штамповки, сортового проката заготовки труб после гибки подвергаются термообработке в соответствии с ГОСТ 22790-89. Каждая деталь, работающая под давлением, проходит гидравлические испытания, а затем подвергается магнитопо — рошковой и цветной дефектоскопии.
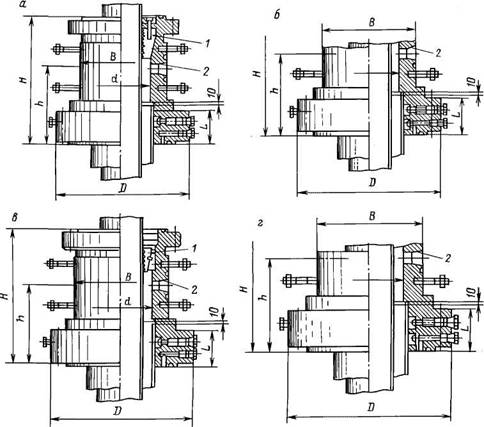
Рис. 9.9. Двухфланцевые колонные головки Воронежского механического завода:
а — I типа (с одинарным уплотнением); б — I типа (с двойным уплотнением); в — II типа (с оди — нарным уплотнением); г — II типа (с двойным уплотнением); 1 — подвеска клиновая (тип I и II); 2 — резьба К = 1,5" ГОСТ 6111-52
Таблица 9.8