
Перспективы развития поршневых манометров тесно связаны с общим развитием науки и техники. Здесь, в первую очередь, следует отметить достижения в создании новых материалов поршневых пар, повышающих точность их изготовления, прочностные характеристики и износостойкость, а также достижения в развитии микроэлектроники, представляющие новые возможности автоматизации поршневых манометров.
Повышение качества изготовления поршневых пар — одна из важнейших задач в развитии поршневой манометрии. Применение в качестве материалов поршневых пар сверхтвердьи сплавов на основе карбида вольфрама, прочностные характеристики которых (твердость, модуль упругости) существенно выше, чем у обычно применяемых легированных сталей, а температурный коэффициент линейного расширения ниже, позволяет соответственно снизить влияние измеряемого давления и температуры на постоянство эффективной площади поршня и ее стабильность в период эксплуатации манометра. При этом зазор уменьшается
до 0,1—0,3 мкм, что о еспечивает идеальную цилиндрическую форму поверхностей поршневой пары, а следовательно, возможность определения эффективной площади поршня абсолютным (фундаментальным) методом по результатам измерений диаметров поршня и цилиндра с эталонной точностью (&F < 0,001 %). Указанная точность в сочетании с методами непосредственного сличения эталонов делает реальным уже в ближайшие годы создание эталонов давления с погрешностью измерений менее 0,0005 %.
Совершенствование технологии изготовления поршневых пар развивается также в направлении создания манометров с наборами поршневых пар с различной эффективной площадью, имеющих заданные номинальные значения, которые позволяют при применении одного и того же комплекта грузов получать различные диапазоны измерений. При изготовлении таких поршневых пар необходимы прецизионные круглошли-фовальные станки с программным управлением, обеспечивающие обработку поршней и цилиндров с погрешностью менее 1 мкм. Наиболее последовательно указанное направление развивает фирма „Desgranges & Huot" (Франция), которая изготовляет манометры с взаимозаменяемыми поршневыми парами, имеющими эффективные площади 0,02; 0,05; 0,1, 0,2; 0,5; 1; 2; 5;. 10 см2, что позволяет на одном.манометре проводить измерения в девяти различных диапазонах.
Развитие.электронной техники и, в частности, выпуск в обращение высокоточных электронных весов привели к созданию поршневых ма-, нометров с цифровым отсчетом, позволяющих непосредственно измерять давление во всем диапазоне без применения грузов. Сочетание стабильности поршневой пары, преобразующей измеряемое давление в силу, с эксплуатационными удобствами электронных весов, представляющими результат измерения на цифровое табло, позволяет перевести поршневую манометрию на качественно новый уровень — автоматизированный. Применение микропроцессорной техники дает возможность учитывать влияние температуры и местного ускорения свободного падения, отклонение действительной площади поршня от номинального значения, а также получать результаты измерений в требуемых единицах давления.
Измерительная система манометра (рис. 31) содержит поршневую пару, состоящую из взаимно притертых поршня 1 и цилиндра 2; электронные весы 9 с цифровым отсчетом и устройство для сопряжения поршневой пары с весами, в которую входит распорка 6, шарнирно связанная шарами 5 и 7 с поршнем и присоединительным гнездом электронных весов. В связи с необходимостью вращения поршня вокруг его оси во время измерений между поршнем 1 и шариком 5 помещен опорный шариковый подшипник 4. Таким образом, по принципу действия измеряемое давление поршневой парой преобразуется в силу, которая определяется по показаниям цифровых весов. Предусмотрена комплектация манометра сменными поршневыми парами с эффективной площадью от 10 до 0,02 см2, что позволяет измерять давления в диапазонах от 0 — 60 кПа до 0-30 МПа. Погрешность измерений, определяемая погрешнос-
|
|
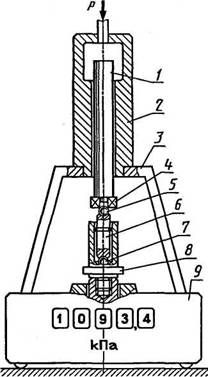
тями поршневой пары и электронных весов, составляет 6р
= 1 X X 10"4 + 5 • 10~s Pmax/P, где р -измеряемое давление; ртах — верхний предел измерений.
Как видно из формулы, при р ~> 0,5 Ртах погрешность измерений др < 0,02 %, что соответствует требованиям к образцовым манометрам 1-го разряда.
Помимо удобств, связанных с цифровым отсчетом давления без необходимости наложения грузов, электронные весы имеют стандартный выходной сигнал на системы автоматизации и обработки результатов измерений. Следует, однако, отметить, что электронные весы требуют периодического контроля, для проведения которого поршневая пара со стойкой 3 отсоединяется от весов, а на кольцевой выступ 8 подпятника весов накладываются специальные калибровочные грузы. Тем не менее, перспективность данного принципа действия для дальнейшего развития поршневых мано-
Рис. 31. Цифровой поршневой манометр метР0В
очевидна.
Далеко не исчерпаны возможности дальнейшего развития автоматизированных задатчиков давления. Помимо повышения качества изготовления поршневых пар как цилиндрических, так и нецилиндрических, необходимо отметить следующие первоочередные направления:
повышение уровня автоматизации задатчиков и, в частности, автоматическое введение поправок;
расширение диапазона измерений задатчиков с нецилиндрическим поршнем с переходом на жидкость в качестве рабочей среды.
Обратите внимание:
